POST TIME:2021-07-22 17:09
最近工業(yè)機(jī)器人市場上,調(diào)試工作比較火爆,單個項目動輒幾十臺機(jī)器人同時調(diào)試,開出的日薪達(dá)到1500-2000元。擁有如此龐大的市場需求和豐厚收入的工作,到底有多難呢?
如同新買的手機(jī),我們第一時間做的不是用它打電話,而是安裝平時需要的軟件。工業(yè)機(jī)器人也是如此,但它的安裝調(diào)試遠(yuǎn)比手機(jī)復(fù)雜得多。
小編結(jié)合相關(guān)技術(shù)手冊,以ABB碼垛機(jī)器人為例,給大家介紹下工業(yè)機(jī)器人的安裝調(diào)試的13個步驟。
1
安裝機(jī)器人
在安裝機(jī)器人之前,首先要檢查設(shè)備是否缺件,用眼睛觀察機(jī)器人是否完好無損。然后安裝控制柜,用叉車或吊車吊裝機(jī)器人本體。最后連接機(jī)器人本體與控制柜,機(jī)器人與控制柜的連接主要是電動機(jī)動力電纜與轉(zhuǎn)數(shù)計數(shù)器電纜、用戶電纜的連接。
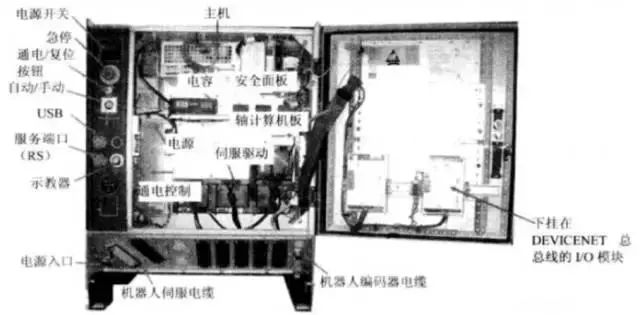
控制柜
2
設(shè)置語言
第一次通電開機(jī)時,默認(rèn)的語言是英語,需要更改為漢語,方便操作。
1.點(diǎn)擊左上角”ABB”圖標(biāo)
2.點(diǎn)擊“Control Panel”
3.點(diǎn)擊“l(fā)anguage”
4.選擇“Chinese”,點(diǎn)擊“OK”
5.選擇“Yes“后等待機(jī)器人重啟,語言設(shè)置就完成了
3
備份與恢復(fù)
定期對機(jī)器人進(jìn)行備份,是保證機(jī)器人正常工作的良好習(xí)慣。備份文件可以放在機(jī)器人內(nèi)部的存儲器上,也可以備份到U盤上。
備份文件包含運(yùn)行程序和系統(tǒng)配置參數(shù)等內(nèi)容。當(dāng)機(jī)器人系統(tǒng)出錯,可以通過備份文件快速的恢復(fù)備份前的狀態(tài)。平時在程序更改之前,一定要做好備份。需要注意的是,備份恢復(fù)數(shù)據(jù)是 具有唯一性的,不能將一臺機(jī)器人的備份數(shù)據(jù)恢復(fù)到另一個機(jī)器人上。
4
校準(zhǔn)
ABB機(jī)器人每個關(guān)節(jié)軸都有一個機(jī)械原點(diǎn)的位置。遇到下列情況時,需要對機(jī)械原點(diǎn)的位置進(jìn)行轉(zhuǎn)數(shù)計數(shù)器的更新操作:
1.更新伺服電動機(jī)轉(zhuǎn)數(shù)計數(shù)器電池后
2.當(dāng)轉(zhuǎn)數(shù)計數(shù)器發(fā)生故障,修復(fù)后
3.轉(zhuǎn)數(shù)計數(shù)器與測量板之間斷開過以后
4.斷電后,機(jī)器人關(guān)節(jié)軸發(fā)生了移動
5.當(dāng)系統(tǒng)警報提示“10036轉(zhuǎn)數(shù)計數(shù)器未更新”
5
以某抓手接線電氣原理圖來說明。
機(jī)器人信號輸入部分原理圖,其中704位24V+,703位24V-,輸入信號由夾爪開始位、夾爪結(jié)束位、壓板結(jié)束位、抓包輥道準(zhǔn)備好、托盤準(zhǔn)備好,一共五個。
前三個為氣缸磁性開關(guān)檢測信號,后兩個為配套PLC傳送給機(jī)器人大包和托盤準(zhǔn)備好的信號,為了實現(xiàn)電氣隔離,需要將PLC給機(jī)器人的電平信號轉(zhuǎn)化為機(jī)器人自身的電平,需要通過繼電器來實現(xiàn)。
輸出部分原理圖如下,同樣是五個輸出,抓手電磁閥、壓包電磁閥、抓包完成信號、碼垛完成信號、機(jī)器人運(yùn)行信號。
通常通過通訊板DSQC652為我們提供一個通訊接口,它的每一個接口對應(yīng)一個輸入或者輸出。
圖所示為 DSQC652通訊板,上下各有兩排端子,包含16個數(shù)字輸入和16個數(shù)字輸出,每一個接口對應(yīng)一個地址,例如X1.1對應(yīng)數(shù)字輸出0號地址(do0),X1.2 對用數(shù)字輸出1號地址(do1),X3.1對應(yīng)數(shù)字輸入0號地址(di0),X3.2對應(yīng)數(shù)字輸入的1號地址(di1),依此類推下去。每個端子排的9接 703 號線(COM),10接704號線(+24V)。
首先我們需要在機(jī)器人控制系統(tǒng)中,為五個輸入信號和五個輸出信號都配置一個在機(jī)器人程序 中用到的唯一的名稱, 例如夾爪開始位di0JiaZhuaStart,夾爪結(jié)束位di1JiaZhuaEnd,程序不能識別漢字,所以這些信號也必須都是字母數(shù)字等組合。然后將這些名稱與我們的通訊板的物理地址一一對應(yīng)上。
1.配置I/O單元
1)點(diǎn)擊控制面板
2)點(diǎn)擊配置
3)點(diǎn)擊“主題”,確認(rèn)選擇I/O
4)選擇Unit
5)選擇“顯示全部”
6)選擇“添加”
7)設(shè)定數(shù)值
8)點(diǎn)擊下滾箭頭
9)根據(jù)條線設(shè)定DN的地址
10)點(diǎn)擊“確定”,點(diǎn)擊“是”
2.設(shè)定數(shù)字輸入 di1
1)在配置里選擇“Signal”
2)選擇“顯示全部”
3)選擇“添加”https://www.diangon.com/forum.php
4)設(shè)定數(shù)值,點(diǎn)擊“確定”,點(diǎn)擊“是”
只需按照上面的步驟將di1改為di0JiaZhuaStart即可。
等所有的信號全部配置完成以后,就將對應(yīng)的信號線接入通訊板上。
此外,機(jī)器人與PLC之間還有一種通訊方式PROFIBUS。
1.在觸摸屏主頁面點(diǎn)擊“ABB”
2.點(diǎn)擊“控制面板”
3.點(diǎn)擊“配置”
4.點(diǎn)擊“Bus”
5.點(diǎn)擊“添加”,進(jìn)入添加頁面,修改參數(shù)
6.返回第三步的I/O頁面后,點(diǎn)擊“Unit Type”
7.找到“DP_INTERNAL_SLAVE_FA”,點(diǎn)擊進(jìn)入
8.填寫完產(chǎn)品ID號,向下翻頁找到“Input Size”和“Output Size”,將他們都改為64,點(diǎn)擊確定。如果此時彈出窗口提示“是否立即重啟”,點(diǎn)“否”,需等待配置完成后再重啟
9.返回第三步的I/O頁面后,點(diǎn)擊“Unit”,新建“profibus1”單元,修改參數(shù)
10.返回第三步的I/O頁面后,點(diǎn)擊“Signal”,進(jìn)入配置各個I/O信號的界面,參數(shù)設(shè)計基本和前面的di1類似,只需要將Assigned to Unit改為“profibus1”
6
檢查信號
1.點(diǎn)擊“ABB”圖標(biāo)進(jìn)入系統(tǒng)菜單
2.點(diǎn)擊“輸入輸出”,對I/O信號進(jìn)行監(jiān)控。0表示沒信號,1表示有信號。檢查配置的信號與實際信號是否對應(yīng)正確
3.doGripperA和doGripperB分別代表機(jī)器人兩個夾具氣缸,點(diǎn)擊其中的一個
4.再點(diǎn)擊0或1即可更改夾具狀態(tài),強(qiáng)制進(jìn)行夾具松開、閉合的操作,查看電磁閥接線是否錯誤
7
導(dǎo)入程序
1.點(diǎn)擊“ABB”圖標(biāo),選擇“程序編輯器”,點(diǎn)擊“模塊”
2.在模塊界面,選擇“加載模塊”,從存放程序模塊的路徑加載你所需要加載的程序模塊,模塊通常存放在PROGMOD文件夾下,可以用記事本打開
8
工件坐標(biāo)系設(shè)定
1.機(jī)器人的坐標(biāo)系統(tǒng)
設(shè)定工件坐標(biāo)是進(jìn)行示教的前提,所有的示教點(diǎn)都在必須在對應(yīng)的工件坐標(biāo)中建立。如果在wob j0上建立示教點(diǎn),如果機(jī)器人在搬動以后就必須重教所以的點(diǎn)。如果是在對應(yīng)的工件左邊上示校的話就可以只修改一下工件坐標(biāo),二無需重教所有的點(diǎn)
2.正確設(shè)定工件坐標(biāo)的必要性
不準(zhǔn)確的工件坐標(biāo),使機(jī)器人在工件對象上的X/Y方向移動變得困難
3.設(shè)定坐標(biāo)
1)在示教器創(chuàng)建一個wobj1項目
2)定義工件坐標(biāo)
3)驗證工件坐標(biāo)準(zhǔn)確度
9
較基準(zhǔn)點(diǎn)
1.點(diǎn)擊“ABB”圖標(biāo)進(jìn)入主系統(tǒng)界面,點(diǎn)擊“程序數(shù)據(jù)”
2.點(diǎn)擊“robtarget”
3.選擇需要修改的工位, pPick1和pPkck2分別對應(yīng)1工位和2工位的基礎(chǔ)位置
4.點(diǎn)擊工位后出現(xiàn)下拉菜單,選擇編輯,在編輯選項中選擇“修改位置”。修改完成后,機(jī)器人就會自動記錄下新的位置。
10
調(diào)整參數(shù)
1.微調(diào)紙箱的長寬高
若新進(jìn)紙箱有些許變化,影響碼垛效果,或紙箱裝箱效果不是很好時,需要進(jìn)行調(diào)整。
1)點(diǎn)擊“ABB”圖標(biāo)進(jìn)入主系統(tǒng)界面,點(diǎn)擊“程序數(shù)據(jù)”
2)點(diǎn)擊“num”,找到“nBoxH”、“nBoxW”、“nBoxH”這三個變量,它們分別對應(yīng)紙箱的長寬高
3)點(diǎn)擊要修改的變量,輸入數(shù)值
4)修改完成后點(diǎn)“確定”、“確定輸入”
2.修改已經(jīng)碼放的紙箱數(shù)量
在機(jī)器人出現(xiàn)了故障,整理了紙箱后可能需要此調(diào)整
1)點(diǎn)擊“ABB”圖標(biāo)進(jìn)入主系統(tǒng)界面,點(diǎn)擊“程序數(shù)據(jù)”
2)點(diǎn)擊“ncount”,進(jìn)入數(shù)組,組件{1}和{2}分別對應(yīng)了1工位和2工位已經(jīng)碼放的數(shù)量,點(diǎn)擊對應(yīng)數(shù)值即可修改
3.微調(diào)抓取位置
1)點(diǎn)擊“ABB”圖標(biāo)進(jìn)入主系統(tǒng)界面,點(diǎn)擊“程序數(shù)據(jù)”
2)點(diǎn)擊“robtarget”
3)選擇需要修改的工位,“pPick1”、“pPick2”分別對應(yīng)了1工位和2工位的基礎(chǔ)位置
4)找到x、y、z部分進(jìn)行修改
4.微調(diào)碼垛擺放位置
在設(shè)置好每個基準(zhǔn)點(diǎn)位置后,在碼放過程中可能還需要進(jìn)行一些微調(diào)。在手動狀態(tài)下才可以調(diào)整。
1)點(diǎn)擊“ABB”圖標(biāo)進(jìn)入主系統(tǒng)界面,點(diǎn)擊“程序編輯器”
2)點(diǎn)擊上方的“模塊”,找到存放碼垛地址的程序模塊,點(diǎn)擊“顯示模塊”,找到需要更改的包數(shù)的程序位置
3)選中需要調(diào)整的部分,再點(diǎn)擊下方的“編輯”,點(diǎn)擊“ABC…”按鈕進(jìn)入更改界面
4)在鍵盤上直接輸入,完成后點(diǎn)“確定”。更改后一定要注意是否有改動錯誤,在進(jìn)行自動碼垛之前一定要先動手低速調(diào)試運(yùn)行一次,確保安全
11
手動調(diào)試
1.將控制器面板4號按鈕至于手動狀態(tài),即三擋開關(guān)的中間一檔
2.點(diǎn)擊“ABB”>“程序編輯器”,進(jìn)入程序編輯器
3.點(diǎn)擊“PP移至Main”
4.將機(jī)器人速度減少至較低的速度
5.按住使能控制器
6.按下“啟動鍵”開始
在調(diào)試過程中,一旦發(fā)現(xiàn)問題,松開控制器機(jī)器人就會立即停止。
12
自動運(yùn)行
調(diào)試完成無誤后才能自動運(yùn)行,且前期一定要設(shè)置為較低的速度。
1.將控制面板4開關(guān)撥到自動擋
2.一次點(diǎn)擊確認(rèn)、確定(若速度為100%,只會確定一次),一定要注意機(jī)器人速度的修改,特別調(diào)試過程中,建議先手動調(diào)試走完整個碼垛循環(huán)再以稍慢的速度進(jìn)行自動操作。
3.若有故障確認(rèn)故障并修復(fù)
4.按下控制面板3按鈕,若正常則白色指示燈亮起,TP顯示電機(jī)開啟
5.按下啟動按鈕,啟動機(jī)器人,這時機(jī)器人會繼續(xù)沿著上次停止的程序繼續(xù)走
6.若需要從頭開始執(zhí)行程序,可以電機(jī)“PP移至Main”,再次按下啟動按鈕
7.按暫停鍵可以停止機(jī)器人運(yùn)行,此時電機(jī)還是開啟的,按下啟動鍵,機(jī)器人會繼續(xù)運(yùn)行
注意:在暫停下若電機(jī)“PP移至Main”則會清空已經(jīng)堆碼的個數(shù)以及碼放位置計算等信息,再次運(yùn)行時機(jī)器人將從主程序重新執(zhí)行,需要重新輸入已經(jīng)碼放的包數(shù)信息。
13
注意事項
1.送電前一定要確保電源接線正確、牢靠,并且有效接地
2.示教器要斷電插拔
3.斷電后再重啟,一定要等待完全關(guān)機(jī)后約1分鐘再啟動,防止數(shù)據(jù)丟失
4.對程序內(nèi)容等進(jìn)行修改后,一定要復(fù)查一遍
5.對碼垛位置、參數(shù)等修改后,一定要先手動低速運(yùn)行程序,再自動運(yùn)行
改動前,要及時做好備份。
完成以上所有步驟后,可以通過現(xiàn)場檢測、陪產(chǎn)等方式測試效果啦!如果測試結(jié)果出現(xiàn)偏差,還需查找原因,可以請有經(jīng)驗的“老司機(jī)”幫忙查看。畢竟,機(jī)器人調(diào)試這個工作,與調(diào)試人員的工作經(jīng)驗和技術(shù)能力還有很大關(guān)系,讓我們一起努力,爭取早日成為一名調(diào)試大師!
原文標(biāo)題:工業(yè)機(jī)器人安裝調(diào)試的13步,趕緊收藏吧!
文章出處:【微信公眾號:柔智機(jī)器人】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
責(zé)任編輯:haq

| ? |
|
|
|
|||||||||||||||
| 全國咨詢熱線 | |||||||||||||||||
| 400-1100-266 | |||||||||||||||||
| 在線客服( QQ:340506921 ) | |||||||||||||||||



